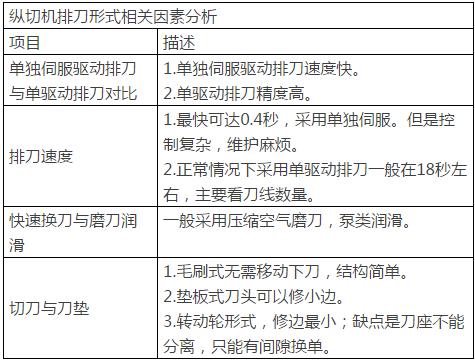
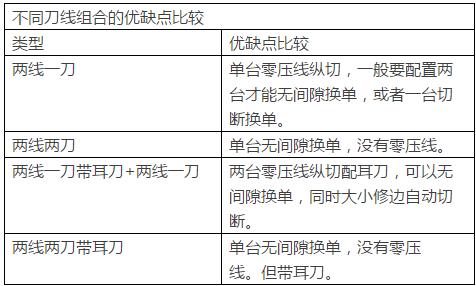
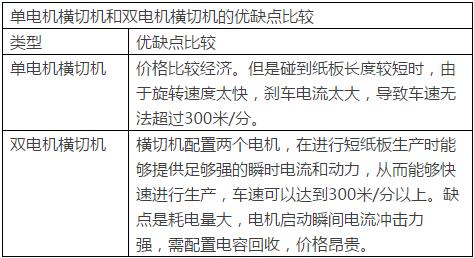
For a long time, the length and size of the cardboard of the corrugated cardboard production line have been deeply troubled by the carton factory. The deviation due to the manufacturing size adjustment not issued according to the production order, or the inaccurate lateral cutting caused by the speed and the conveyor belt, the measuring wheel, and Longitudinal dimension inaccuracy caused by unfixed slitting rollers greatly affects the quality of cardboard production. In particular, the phenomenon that the size of the cardboard caused by the defect of the measuring wheel of the cross-cutter is not the same is quite common, and it has not been solved very well. Two types of knife arrangement of slitting machine The form of the slitting knife of the slitter is divided into an upper pressure type and a lower pressure type. The upper pressure type is to contact the bottom paper first and then the facial paper, and the lower pressure type is the opposite. The down type has the biggest advantage, that is, it is not easy to hook the tissue, making the cardboard surface more beautiful. The similarity of the two paper-cutting knives is that they are pneumatically driven; the difference is in the stroke of the knife and the point of contact with the cardboard. The cutter driving device of the slitting machine is composed of a cutter base, a movable frame, a cylinder, a short shaft, a slider, a motor, a connector, a cutter disc, etc. Its structural features are: the motor is connected to the movable frame, the upper part of the motor has a cylinder, and the pin is connected to the knife seat, the lower part of the motor is equipped with a short shaft and a slider, and there is a movable frame, and the cylinder, the short shaft and the slider are screwed Connected, the output shaft of the motor is connected to the cutter head with a connector, and the knife is screwed and fixed on the outside of the cutter head by the cover plate, forming each group of longitudinal cutter parts driven by a separate motor. The slitting mode of slitting machine is divided into two types: single servo drive and single drive. The speed of single servo drive is fast, and the precision of single drive is high. In terms of speed, a separate servo drive is used to arrange the cutters, which can be as fast as 0.4 seconds, but the control is complicated and the maintenance is troublesome. Under normal circumstances, a single-drive knife row is used, and the speed is generally around 18 seconds, which mainly depends on the number of knife lines. Please refer to the table below for the analysis of the relevant factors of the slitting line of the slitting machine. Five precautions for the use of thin knife to solve the longitudinal slitting of cardboard There are two types of cutters commonly used in thin blade slitting machines: 300mm and 260mm. Regardless of which tool or corresponding supporting equipment is used, the following points should be noted: 1. Fixed tool holder: After the tool is fixed, the cutting edge cannot be shifted left or right or jumped up and down during operation. 2. Knife sharpening device: automatic sharpening can be set manually or by custom, the grinding wheel and the material of the tool must be matched to effectively sharpen the knife. When the grinding wheel is installed, adjust the air pressure to 2.5 atm. Press the grinding wheel lightly to touch the knife edge, and the two sides should be consistent. As the blade wears, the air pressure is gradually increased. If the air pressure is too large, the tool may crack. 3. Tool cooling device (not all thin-slider slitting machines of all manufacturers have this device): because corrugated cardboard is still conveyed to the slitting machine with a certain temperature, and the friction with the cardboard makes the blade heat, when the temperature increases At a certain level, the sharpness of the knife edge is affected, resulting in a very unsightly cut of the corrugated cardboard. Many operators often think that this phenomenon is because the blade is not sharp, and they have been sharpening the knife, resulting in the blade not reaching its design life. Equipped with a cooling device can effectively improve the phenomenon of unsightly incision. 4. Base cutting board: the cutter must be embedded in the gap between the base cutting board to cut the cardboard. Due to the trimming function of the thin knife, the trimming of the cardboard is easily blocked in the gap of the base, resulting in the burrs of the cardboard cut, and in serious cases, the tool will crack and other consequences. Under normal circumstances, the gap between the blade and the base cutting board does not exceed 10mm. 5. Knife edge glue: The glue sticking to the knife wall will increase the thickness of the knife, and the cardboard will be subject to irregular frictional forces to cause tearing of the cut, blockage of the knife, damage to the knife, etc. You can pay attention to the following points to prevent knife edge adhesive: â‘ Under the premise of ensuring that the cardboard can be fully bonded, appropriately reduce the amount of glue on the double-sided machine. â‘¡ Check whether the glue is coated on the corrugated peak. â‘¢ Whether the floating pressure roller (touching plate) will flatten the corrugation; check whether the glue area is too large and the glue line is too large. â‘£ Whether the temperature meets the requirements of the production process, the running speed of the cardboard should be appropriately reduced so that the glue can be completely cured. The cutting line setting of slitting machine is different, and the speed is also different There are many options for the configuration of the slitting machine and its cutting line setting method, depending on the requirements of the product structure. In simple terms, the main configuration is as follows: The crimping line-crimping-slitting design ("two lines and one knife") with fast direct motor positioning drive is the most compact configuration, and the setting can be completed within an average of half a second, and the gap-type order switching speed can be reached 200 meters / minute. The slitting machine can simultaneously cut and press 8 pieces of cardboard on a tile line with a width of 2.5 meters. The second is the string configuration of crimping line—crimping line—slitting—slitting design (“two threads and two knivesâ€). In this configuration, the order switching speed of the slitting machine can reach 250 meters per minute, and can process 6 sheets of cardboard at the same time. Because when one crimping station and one slitting station are in operation, you can set up another crimping station and another slitting station, so that the order replacement can be completed instantly. If you need to operate more than 6 sheets of cardboard at the same time, or you need to complete an operation at a station that is smaller than the minimum crimping distance, then the machine must use two stations and two crimping shafts at the same time, so you need to use the gap type Order switching instead of instant order switching. Therefore, when a factory often produces narrow-distance press lines or processes more than 6 sheets of cardboard at the same time, it can choose a string configuration with a high-speed direct drive setting (order switching speed of 250 meters per minute during operation), or it can be purchased High specification configuration. If many orders do not require crimping (such as die-cutting), and need to use double-knife longitudinal connection, for the sake of caution, it is equipped with a traction roller station covered with soft rubber on the upper part of the roller, which sends the cardboard to the line speed The surface of the steel roll behind the slitter. The purpose of this is to ensure the tension of the cardboard slitting. Single motor cross-cutting machine and dual motor cross-cutting machine Improper operation of the cross-cutting machine will directly affect the board size. Accurate size is one of the most important indicators to measure the quality of carton. If the size of the carton made is not accurate, it will directly lead to the scrapping of the carton and cause huge waste to production. There are two main types of computerized cross-cutting machines: DC motor drive control system and AC servo motor control system. The all-digital AC servo control system composed of AC servo motor, AC servo controller, and encoder is an ideal cross-cut control method. Through the optimized matching of the cutter shaft inertia and mechanical speed ratio of the cross-cutting machine with the rated power, rated speed and rotating inertia of the servo motor, high-speed, high-precision, high-efficiency, energy-saving, reliable and stable cross-cutting control can be realized. The cross-cutting machine with only one motor is cheaper. However, when a shorter cardboard is encountered, the speed of the brake is too fast and the braking current is too large, so that the vehicle speed cannot exceed 300 meters / minute. The cross-cutting machine equipped with dual motors can provide a sufficiently strong instantaneous current and power during the production of short cardboard, so that it can be quickly produced, and the vehicle speed can reach more than 300 meters / minute. However, the disadvantage of the dual-motor cross-cutting machine is that it consumes a large amount of power, and the current impact force is strong at the moment of starting the motor. It needs to be equipped with a capacitor recovery device, so the price is also more expensive than the single-motor cross-cutting machine. The control system of the cross-cutting machine requires the computer to determine the cutting mode according to the set cutting length of the order, the pulse number of the metering wheel and the position of the motor, and calculate each time parameter to be controlled and transfer it to the drive system. The drive system is driven according to these parameters Control the output and control the motor to achieve the purpose of automatic cutting. The cutting speed of the control system must automatically track the feed speed of the cut material, the system detects the material in and out speed and the length of the cardboard (the number of pulses of the cardboard) in real time, and compensates for the cutting speed in the adjustment process to achieve accurate cutting. purpose. The running speed of the cross-cutting machine is synchronized with the line speed of the tile by the speed wheel pressed on the cardboard. Therefore, the speed measuring wheel is a key factor affecting the accuracy of the cutting size of the cross-cutting machine. Two factors of unstable cutting size The cutting length of the cardboard is completed by a cross-cutting machine. If the cutting length of the cardboard goes up, for example, every time the length is greater than the standard value of 2-3mm, then the loss will be very large; if cutting 10,000 knives per day, it will be 300 meters of cardboard loss. Under the operating pressure of carton factories with thin profits like blades, it is increasingly important to ensure the accuracy of cardboard appearance and dimensions. Factor 1: The speed of the hot plate is unstable Because of the speed difference between the upper and lower cotton webbing and the transmission structure of the mechanical gear, the traditional hot plate part often causes the jitter of the cardboard speed, which is a factor that causes a part of the cardboard length to vary. Factor two: the traditional measuring wheel causes unstable cutting of the cardboard The function of the measuring wheel is to measure the length of the cardboard, and feedback the signal to the CPU to control the cross-cutting knife. It is a measurement of contact, and its measurement result will change with various factors. The up and down shaking of the cardboard, the difference in the angle of the measuring wheel of the 3-layer, 5-layer and 7-layer cardboard, the slip between acceleration and deceleration, the wear of the measuring wheel itself, etc., will affect the accuracy of the measurement. If the measuring wheel is pressed heavily on the cardboard, although it can solve a part of the slip problem, it often produces unnecessary indentation when producing low-gram paper. At the same time, the electronic components in the electric control box will be affected by the changes in magnetic field and temperature. The encoder signal is an analog signal, which is very easy to be interfered, which will lead to inaccurate control values ​​of the CPU. How to adjust the cross-cutting machine to ensure the size of the cardboard? 1. The gap between the speed measuring wheel and the roller greatly affects the accuracy of the cut length. The gap should be adjusted to about 1mm to ensure that the cardboard cannot be too tight or too loose when passing the speed measuring wheel, otherwise it will cause a cut length error. 2. The control system of the cross-cutting machine should have the function of cutting length compensation to compensate for system errors and random errors caused by human factors. 3. The cutter shaft steel needs special treatment to ensure smooth and smooth high-speed operation. The automatic oil pump lubrication system and gears use a gapless structure to eliminate transmission errors and achieve accurate size cutoff. 4. In the actual production, the factor that affects the size error of the cutting board of the cross-cutting machine is also the speed of the board. When the double-sided machine drive slips, it will cause the cardboard speed to fluctuate, which seriously affects the precision of the cardboard cutting length. Therefore, it is necessary to solve the problem of cardboard slippage first, so as to ensure the accuracy of the length cutting under the condition of stable cardboard operation. Pivot Hinge,Pivot Door Hinges,Pivot Slide Hinge,Concealed Pivot Hinge Wenzhou Zhaoxia Hardware Co.,Ltd , https://www.zhaoxiahardware.com