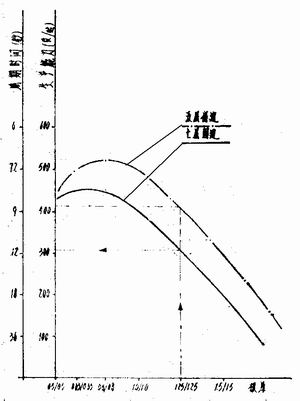
Design and Research of Double Motor Individual Transmission Steel Bar Crimping Machine (2) Shanxi Provincial General Machinery Factory Song Shouyi Fourth, suppress the position control method of the lower end of the three-layer seven-layer round crimping two-stage pressure wheel In recent years, domestic barrel factories have been wound up on the top three floors. After efforts, the quality of some steel drums has reached the requirements of Class I packaging of the International Maritime Dangerous Regulations. In order to continuously and stably ensure the high level of the sealing quality of the steel drum, it is an important problem to control the position of the lower end of the two pressure rollers of the crimping machine. We know that the triple seven-layer round curling method is different from the double five-layer flat curling. The latter is mainly formed by the groove shape of the head roller, and the second wheel is a flat groove with a slight inclination, which only acts as a compaction. The forming and compacting of the triple crimping is mainly based on the two-wheel groove shape. For the crimping machine for hydraulically driven pressure rollers, there are usually two ways: stroke control and pressure control. In theory, pressure control is superior to stroke control. Because the pressure of the lower chamber of the driving cylinder is continuously reduced with the downward movement of the pressure roller, that is, as the load on the crimping edge increases, the pressure difference between the upper and lower chambers increases accordingly. When the lower chamber pressure reaches a given value (this value is the best value for pressing the triple crimping), the pressure relay operates, the pressure roller does not move down, the pressure is maintained, and the sealing disc rotates several times, and the pressing is completed. Push the wheel up. The pressure control can well take care of the lower deviation of the thickness of the barrel plate, that is to say, regardless of the difference in thickness or the difference in the thickness of the plate, it is ensured that the desired curling is performed. It is well known that there are many factors affecting the pressure during the crimping process, such as the hardness and strength of the steel plate material, and the quality of the weld. There are strict requirements for using the pressure control, especially the plate type is good, the thickness should be uniform, otherwise the quality of the curling cannot be guaranteed. For the barrel mills that use cold-rolled sheets and imported fully automatic seam welders, it is ideal to use the pressure control crimping machine for the second round. At present, the condition of the board used in China's barrel factories is very mixed, both cold-rolled sheets and hot-rolled sheets are available, and hot-rolled sheets are mainly used. The steel plates used are from large-scale steel joint enterprises with advanced equipment, and also from local small rolling mills with simple equipment. Especially in the past few years, when the raw materials were tight, the barrel factory had reached the level of “hunger and no foodâ€, so it is unrealistic to raise the high demand for raw materials. The steel plates we use are first of all poor in plate shape, and the thickness along the circumferential direction of the barrel is quite different, far exceeding the tolerance range of the plate thickness, and the strength or hardness of the plates is also different, especially at the weld seam. Wide and thick, this does not have the conditions to use pressure control, only stroke control. At the time of setting the position, the deviation of the thickness of the sheet is appropriately taken into consideration depending on the condition in which the sheet is used. Since the ultra-thickness does not cause a peak load, and there is no need to worry about crushing the barrel or damaging the equipment, the proximity sensor's sensor piece should be adjusted according to the test condition to obtain the best position. Practice has proved that this control method is applicable to the current status of the barrel factory, and can be pressed out to meet the requirements of steel drums. V. About the triple seven-layer round crimping bottom cover pre-rolling glue When pressing the triple seven-layer round curling edge, the crimping machine we developed, the bottom cover of the bucket does not need to be pre-rolled. It is directly pressed by two pressure rollers like the five-layer crimp. Whether or not pre-rolling is required, this problem exists from the triple curl. When I visited West Germany, I saw the seven-layer crimping barrel produced by KOLNMAUSER and METALL WERKE LUNEN, without pre-rolling. Pressed into. The Mauser Factory is a large modern barrel factory. The quotation of steel drum production line equipment proposed by some companies in West Germany is based on this factory production line. When we talked with KRUPP technology, they also mentioned that the triple crimping can be directly pressed, and it is not necessary to pre-roll the glue. When we visited, we did see that many factories used pre-rolling glue. When the upper crimping machine is sealed, some even spray the glue on the bottom cover of the pre-rolled glue. Production practice has proven that pre-rolling can produce high quality barrels. So under what circumstances should the pre-roll and under what circumstances not pre-roll? This is also one of the main issues to be understood in foreign investigations. After many contacts, we have learned that there are two main reasons: First, when the sealing glue has a high solid content (about 70%), it can not be pre-rolled; second, because the bottom cover and the barrel are large in size, the triple bead is formed. The time load is also large, so the working cycle of the crimping machine is long, which affects the production capacity of the crimping machine. Figure 6 shows the production of the double five-layer crimping barrel and the triple seven-layer round side barrel by the West German LEIFELD company. Production capacity curve. From this, we can see that the plate thickness is 1.25mm five-layer crimping barrel, the output per hour is 400, and the production of seven-layer round-side barrels of the same equipment can only reach 300 pieces per small period. In order to reduce the scratch and wear of the head wheel groove, a high-volume crimping machine (10/min) requires an additional side pressure roller. This wheel is used to slightly bend the edge of the bottom cover to protect the head roller. After the side pressure roller is added, the working cycle of the crimping seal is lengthened, thereby limiting the production capacity of the entire line. In order to shorten the working cycle of the crimping machine and increase the steel drum production of the unit, the barrel bottom pre-rolling process is adopted. Fig.6 Capacity curve of five-layer flat side and seven-layer round side barrel produced by crimping machine We observed on site that the production capacity was 10/min barrels, and the production cycle of one barrel was 6 seconds. After all the actions of the crimping machine are decomposed, it can be concluded that the first pressure roller is filled from the pressure to the second round of the lower roll to contain the sealing glue, and it takes about one second, even if the solid content is high. Will dry in such a short period of time. From the incision samples taken from our site, the glue is also completely dry and inelastic. Based on the above analysis, we believe that balancing the capacity of the unit is the main reason for pre-rolling. Considering that the output of China's barrel factories is low, there is no problem of balancing the capacity of the unit. Without affecting the quality of the steel drums, it is beneficial to save one 10,000 yuan of investment by eliminating one pre-rolling glue machine. This is the basis for our development of using two pressure rollers to directly press the seven layers of crimping. In the past few years, we have debugged the equipment for the user. As long as the bottom cover of the bucket meets the requirements, the quality of the weld can be used, and the seven-layer crimp can be dropped by 1.8m. Therefore, we have a basis to say that for the requirements of Class I of the International Maritime Safety Regulations, whether the bottom cover is pre-rolled is not the main one, as long as the quality of the crimping is good. My opinion is: If the user already has a pre-roller, you can pre-roll the glue first. It should be said that this method will not be harmful. If there is no pre-roller, it will not be purchased. As for the sealant, it is of course better to use a high solid content. In a word, whether it can pass the requirements of Class I of the International Maritime Dangerous Regulations, the key lies in the quality of the three-layer and seven-layer crimping. Sixth, the crimping machine adopts P. C control problem The programmable controller is abbreviated as P. C. Internationally, PCs are used to control barrel making equipment in recent years. In May 1983, HA-MBURG MAUSER used the first Siemens AG (SIEMENS) P. in the newly built steel drum production line. C. At the time, this was the Western European countries P. C controls the first line of the barrel device. In just a few years, P. C has developed rapidly, and now not only barrel equipment, but also other equipment is commonly used. C. So far, nearly 200 sets of P. imported from abroad have been used on our factory barrel equipment. C. Through years of use, it proves that it has indisputable superiority. 1. The machine works very reliably (f has a very low failure rate and is very resistant to interference. We rarely hear users report P.C problems. This is the most important point to ensure the normal operation of the equipment. 2. The action sequence and interval time of each moving part can be changed according to the barreling process requirements. This flexibility in adjustment provides good conditions for exploring a reasonable molding process. 3. The instruction is simple, easy to program, easy to grasp, and easy to use. 4. It has fast response and high speed, and is especially suitable for occasions with frequent movements, and has no noise and low energy consumption. 5. Easy to use. The processor and interface of the machine are integrated, and the output can be directly connected to the body contactor and the solenoid valve. Due to the lack of awareness of it, some users are worried that the failure can not be handled. In fact, this kind of worry is completely redundant and its failure rate is extremely low. Years of practice have proven that its advantages are indisputable. At present, in the automatic production line of steel drums produced by our factory, the rear section connecting equipment, the point seam welding and splitting conveying equipment and the high-precision three-side shearing unit are also adopted. C control.
PTFE Fabric has non stick surface, with special formulated PTFE content,Jiangsu Youngsun New Materials Co.,ltd has premium series,unlike normal PTFE Coated Glass Fabrics,this series products have super smooth, high-gloss surface coating, great release, highest dielectric strength, and chemical-resistant characteristics. This premium series are specially designed to meet most demanding applications such as laminate-release sheets, food conveyor belts, electrical insulation and industrial processing.
PTFE Fabric Premium, Teflon Fabric, Teflon Coated Fiberglass Fabric Jiangsu Esone New Material Co,.Ltd , https://www.cookware-manufacturer.com